Reaming is a machining process to achieve exact hole dimensions and circle shapes. When a hole is drilled, it often lacks the precision required for fitting pins, which must not be loose in their mounting holes.
Moreover, the surface of a drilled hole may not be smooth enough for high-precision machining tasks. This is where reamers come into play.
Reamers are typically manufactured to H7 hole tolerances, however, special tolerance reamers such as H5 and H6 are also available.
To achieve a dimensionally accurate and smooth hole surface, the hole should be drilled slightly smaller than required, and then a reamer can be used to bring the hole to its final dimension with a precision of 0.04-0.05mm (0.00196 inches).
Can I use drilling cycles for reamed holes?
Yes, however you need to think about that G85 is the special cycle for reaming operation, on the bottom of the hole you shouldn`t get out reamer very fast, G85 is allowing you to take reamer slowly out, actually same feedrate as you go down to hole. So if you use drilling cycles you must get out reamer very fast, and your reaming process will be technologically wrong. Also it can cause bad surface quality on the surface of the hole and diameter.
Reaming Cycle (G85)
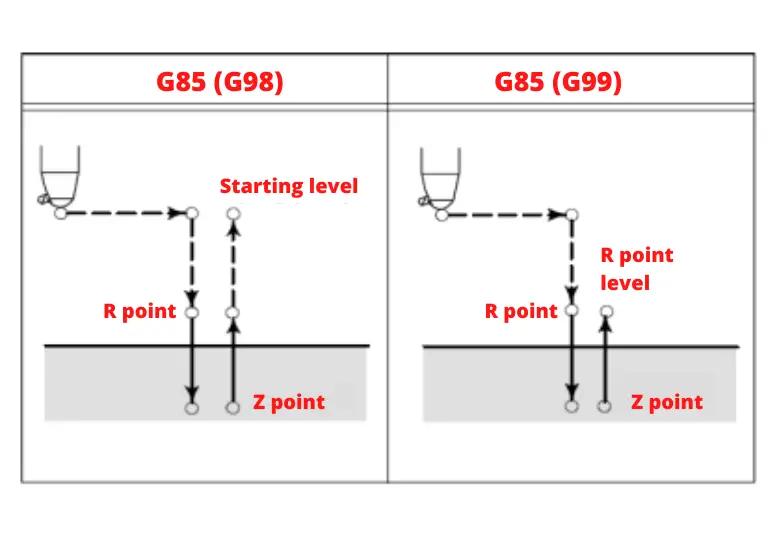
The G85 cycle is used for reaming holes. It also aids in enlarging holes. The reamer moves at a specific feed rate as it enters and exits the hole. The unique aspect of this cycle is that the tool enters and exits the workpiece at the same cutting feed.
Sample usage; G85 X29 Y23 Z-22 R4 F100;
G85 Reaming Cycle At Fanuc.
The movement of the tool in the G85 cycle.
The tool is positioned on the X and Y axis.
It reaches point R with rapid movement (G0).
Reaming or drilling is made from point R to Z point with cutting feed.
Returns to point R with cutting feed F back from the hole bottom.
If the G98 code is used in the cycle, it goes to the starting point with rapid movement (G0) on the way back.
G85 Reaming Cycle in Fanuc Systems
G74 X… Y… Z… R…F… K… ;
G74
Left tapping cycle
X
Coordinate of hole center on X axis
Y
Coordinate of hole center on Y axis
Z
Tapping length from point R (mm)
R
Safe approach / departure point (mm)
F
Cutting feedrate-amount (mm/min.)
K
Number of cycle repetitions
Reaming Cycle (G85) in Siemens Systems
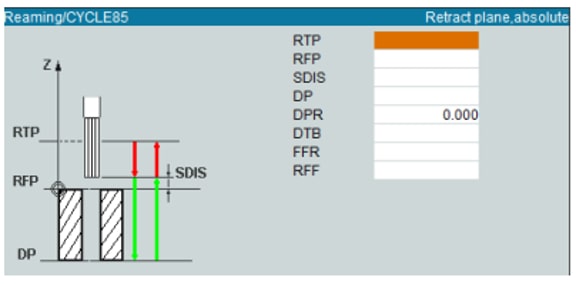
Hole enlargement, reamer draw cycle (CYCLE 85) programming format in Siemens system;
G85 with Siemens controller
G85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF)
RTP: Rebound distance
DPR: Hole depth relative to the reference plane
RFP: Reference plane
DTB: Dwell time at the end of the hole
SDIS: Safety distance
FFR: Progress rate
DP: Hole depth
RFF: Rebound, rate of progression
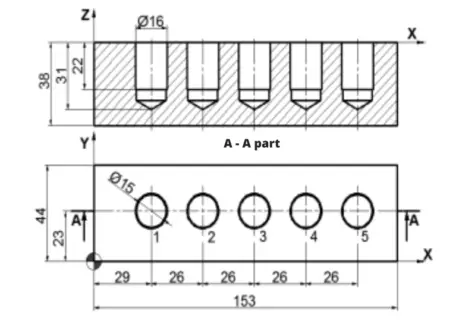
Example-1: Drilling Holes with G73 and Using Reamer with G85 Cycles
Example of reamer drawing cycle.
O100 ;
Program name (with G94 mm/min active)
T03 M6;
Tool Change
M03 S1150;
Rotate the spindle clockwise
G90 G54 G0 X0 Y0;
Absolute coordinate, workpiece zero, X and Y axis quick positioning
G43 H3 Z20 M08 ;
Position with tool length compensation of tool #03 taking and turning on the coolant
G98 G73 X29 Y23 Z-31 R5 Q8 F120;
Return to origin command at end of cycle drilling hole no.1
G91 X26 K4;
Drilling hole 2,3,4 and 5
G80 ;
Cancel the cycle
M05 M09;
Stop the spindle and turn off the coolant
T5 M6;
Select the kit
M03 S400;
Rotate the spindle clockwise
G90 G54 G0 X0 Y0;
Absolute coordinate, workpiece zero, X and Y axis quick positioning
G43 H5 Z20 M08;
Positioning of tool #5 with tool length compensation and turn on the coolant
G85 X29 Y23 Z-22 R4 F100;
Reamer to hole #1
G91 X26 K4;
Reamer to holes 2, 3, 4 and 5
G80;
Cancel the cycle
G28 G91 Z0;
Quick movement of the kit to the reference
M30;
Program end
Example-2: G83 and G85 cycles in the Siemens system; ∅15.8 mm drill (T03), ∅16 mm reamer (T05)
O101;(SIEMENS)
Program no
G90 G54;
1.Select workpiece zero point and absolute programming
T03 D1 M6;
Change tool to third tool
M03 S1150;
Turn the mirror clockwise at 1150 rpm. rotate with
G0 X29 Y23;
Come to the given X,Y coordinates with fast movement
Z20;
Come to the given Z coordinate with rapid movement
CYCLE81: Drilling holes cycle MCALL: The command to call the cycle 10 (RTP): Rebound distance -10mm 0 (RFP): Reference plane 5 (SDIS): Safety distance R: 5mm -18 (DP): Hole depth 18mm 0 (DPR): Hole depth relative to the reference plane
G0 X55 Y23
The coordinates of the 2nd hole
G0 X81 Y23
The coordinates of the 3rd hole
G0 X107 Y23
The coordinates of the 4th hole.
MCALL;
Cycle cancelled. Ends the hole cycle.
G90 G54;
1.Select workpiece zero point and absolute programming
T05 D1 M6
Change to fifth tool
S400 M03
Turn the mirror clockwise at 400 rpm. rotate with
G0 X29 Y23
Come to the given X,Y coordinates with fast movement
Z20
Come to the given Z coordinate with fast movement
MCALL CYCLE85(10, 0, 5, – 22,0, 1, 100, 250)
10-RTP: Rebound distance 0-RFP: Reference plane 5-SDIS: Safety distance -22-DP: Hole depth 0-DPR: Hole depth relative to the reference plane 1-DTB: The amount of dwell at the and of the hole 100-FFR: Progress rate 250-RFF: The bounce rate of progress
G0 X55 Y23
The coordinates of the 2nd hole
G0 X81 Y23
The coordinates of the 3rd hole
G0 X107 Y23
The coordinates of the 4th hole
G0 X133 Y23
The coordinates of the 5th hole
MCALL
Cycle cancelled. Ends the hole cycle
M30
Program end
Cycle Cancel (G80)
There is a modal part to the cycles we are talking about. In other words, when the cycle command is defined in one line (in our case G85, G83), it is active in the following lines. So, if the same cycle is to be used in a new place, it is enough to give the coordinates of the new location without defining the whole cycle. In the Fanuc system, the G80 command is used to stop the processes that are set up between G81 and G88.
You can use MCALL to call cycles as macros however you can just define cycles with G codes like this;
G85 X100.Y100. Z-20. R15. F100.
By Isaac Aloyan
Isaac Aloyan is a talented mechanical engineer with a background in machinery design and manufacturing.
He completed his diploma from the Department of Machinery Design and Manufacturing at Kocaeli University and also graduated from Level 7 NZDE Mechanical Engineering at Manukau Institute of Technology (M.I.T). Isaac has developed strong expertise in various areas of mechanical engineering, including CNC programming and machining, vacuum mold design and production, manual machining, CAD and CAM, and thermoforming machine design and production.
Also, he has educator experience in the area of CNC machinery and programming and mechanical design.
With two decades of experience under his belt, Isaac has established a website called mechutopia.com to share his knowledge and help others who are interested in the field of mechanical engineering.
The site is likely to feature a wealth of information, resources, and tips for those looking to learn about CNC machines, machining, mold production, and more. It is a testament to Isaac's dedication to the field and his commitment to helping others excel in sub-domains of mechanical engineering like design and manufacturing.